 Int'L Trading Co.,Ltd.")
Norsk
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


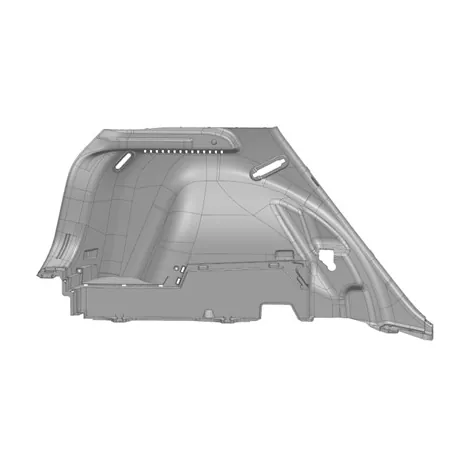

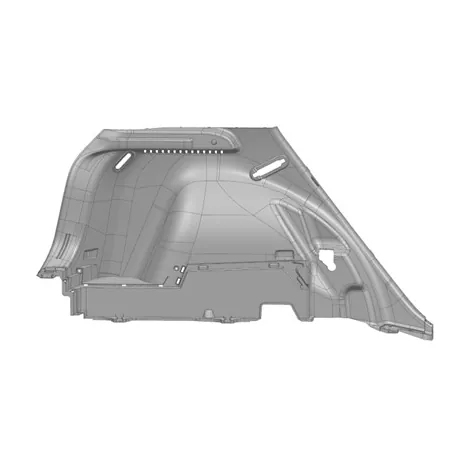
Automotive venstre sidepanel stempling
SIKAIDA Automotive venstre sidepanelstempling er et stort, høypresisjons og komplekst stemplingssystem spesielt designet for stempling av venstre integrert sidepanel av stål- eller aluminiumsplater. Den består av flere arbeidsstasjoner, inkludert blanking dies, drawing dies, trimming dies og flensing dies. Som en profesjonell produsent i Kina, utnytter SIKAIDA avanserte designkonsepter, presisjonsproduksjonsteknologi og pålitelig ytelse for å skape bransjeledende produkter som fullt ut oppfyller de høye standardene for moderne bilproduksjon, forpliktet til å tilby høykvalitets stemplingsløsninger til globale bilprodusenter.
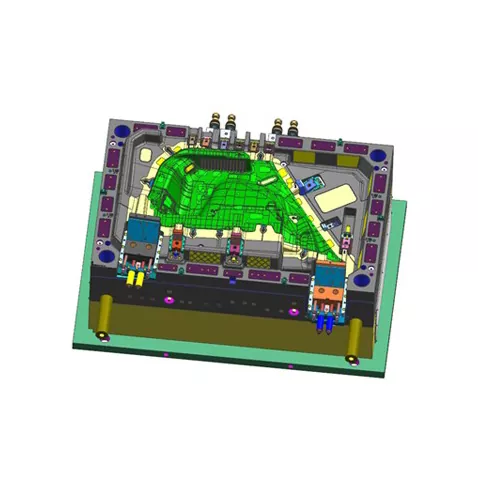
SIKAIDA Automotive venstre sidepanelstempling er et stort, høypresisjons- og komplekst stemplingsverktøysystem utviklet av SIKAIDA for stempling av venstre integrert sidepanel av stål- eller aluminiumsplater. Det er ikke en enkelt dyse, men et komplett integrert system som inkluderer nøkkelkomponenter som blanking dies, drawing dies, trimming dies og flensing dies. Produksjonsnivået til dette produktet representerer direkte den høyeste standarden for stansematriser for karosseripaneler og er et kjernesymbol på SIKAIDAs omfattende styrke som en profesjonell leverandør i stanseindustrien.
Detaljerte produktfunksjoner
1. Stor størrelse og kompleks struktur
Det venstre sidepanelet på en bil er stort i størrelse (vanligvis over 1,5 meter i lengde og 0,8-1 meter i bredden), med en kompleks form, inkludert dyptegningstrekk, komplekse krumninger, vindusåpninger og trekklinjer. SIKAIDAs automotive venstre sidepanelstempling kan nøyaktig danne monteringshullene, forsterkende ribber og flensdetaljer på sidepanelet. Gjennom profesjonell simuleringsanalyse og optimalisering av formstrukturen sikrer den rimelig spenningsfordeling og stabil forming.
2. Krav til høy presisjon og høy kvalitet
Som en viktig utvendig komponent i en bil, må venstre sidepanel være fri for riper, rynker, bulker og andre defekter. SIKAIDA kontrollerer strengt kvaliteten, med strenge krav til formoverflatefinish og trykkfordeling. Nøkkelformende overflater er finpolert til en speilfinish, og unngår effektivt overflatedefekter forårsaket av friksjon mellom metallplaten og formen under stempling.
3. Multi-prosess integrert forming
Stemplingen av venstre sidepanel krever kontinuerlig gjennomføring av flere prosesser, inkludert blanking, tegning, trimming og flensing. SIKAIDAs automotive venstre sidepanelstempling fungerer sømløst med moderne automatiserte produksjonslinjer, og bruker robotoverføringsteknologi for å oppnå kontinuerlig flerstasjonsstempling. Dette balanserer produksjonseffektivitet med konsistent produktkvalitet, og det vitenskapelige prosessoppsettet forkorter produksjonssykluser og reduserer kostnadene.
4. Kompleks veilednings- og balansesystem
For å adressere de komplekse formene og store dimensjonene til sidepanelene, er matrisen utstyrt med et høypresisjonsføringssystem (styresøyler, styrehylser, sidestyreplater) for å sikre nøyaktig lukking av øvre og nedre dyser. Et omfattende balanseringssystem (nitrogenfjærer, mekaniske balanseblokker) sikrer stabil og sikker stempling, og forlenger matrisens levetid.
5. Avansert smøre- og ventilasjonssystem
Dysen har et komplekst automatisk smøresystem som automatisk påfører smøremiddel under stempling, reduserer friksjonen mellom metallplaten og dysen og forbedrer formingskvaliteten. Store trekkdyser er utstyrt med et flerpunktsventilasjonssystem for å forhindre rynker, bulker og andre dannelsesdefekter forårsaket av innestengt luft.

Produktfunksjoner og applikasjoner
SIKAIDA Automotive venstre sidepanelstempling brukes først og fremst til produksjon av sidepaneler for passasjerkjøretøyer som sedaner, SUV-er og MPV-er. Den kan også brukes i produksjon av førerhussidepaneler og andre belegg for nyttekjøretøy. Formene er laget av høyfast legert stål, med nøkkeloverflater som gjennomgår varmebehandling og presisjonspolering, noe som resulterer i høy slitestyrke, høy presisjon og lang levetid. Som en profesjonell fabrikk med lang produksjonserfaring, kan SIKAIDA tilpasse formløsninger i henhold til ulike kjøretøymodeller og kundebehov, og møte de ulike produksjonskravene til bilindustrien.
Introduksjon til produksjonsprosessen
1. Produktanalyse og CAE-simulering
Før formdesign bruker SIKAIDA profesjonell stemplingsimuleringsprogramvare som AutoForm og Dynaform for å forutsi formbarheten, tøyningen og tilbakespringet til sidepanelene, identifisere kvalitetsrisikoer på forhånd, optimalisere prosessløsninger og formstrukturer, og redusere utprøvings- og modifikasjonskostnader.
2. Formdesign
Avansert 3D-designprogramvare som UG og CATIA brukes til å fullføre hele 3D-designet av alle komponenter, inkludert den øvre formen, den nedre formen og trykkringen. Faktorer som platetykkelse og tilbakefjæringskompensasjon vurderes fullt ut for å sikre formnøyaktighet og stabilitet. Designskjemaet er gjennomgått og bekreftet av profesjonelle ingeniører.
3. Materialvalg
Automotive Left Side Panel Stamping Die-substratet bruker høykvalitets karbonstrukturstål (som 45 stål) eller legert strukturelt stål (som 42CrMo) for å sikre seighet og stivhet. Arbeidsdelene (profiler, skjærekanter) bruker verktøystål med høyt karbon og høy krom (som Cr12MoV, SKD11) eller pulvermetallurgisk stål for å sikre høy hardhet, høy slitestyrke og forlenge formens levetid.
4. Presisjonsbearbeiding
- Grov bearbeiding: Innledende bearbeiding utføres ved hjelp av en stor portalfresemaskin eller CNC portalbearbeidingssenter, med hensyn til etterbehandling.
- Finish Machining: Høyhastighets CNC maskineringssenter presisjonsmaskinering av profiler og skjærekanter sikrer dimensjonal nøyaktighet og overflateruhet.
- Spesiell maskinering: Elektrisk utladningsmaskinering (EDM) brukes til å behandle komplekse profiler og hjørner; wire EDM brukes til å bearbeide presisjonshull og konturer; bråkjøling og temperering utføres for å oppnå en hardhet på 48-52 HRC.
- Overflatebehandling: Hardforkromning eller nitrering påføres profilene for å forbedre hardhet og slitestyrke, samtidig som rustbeskyttelse og avfetting utføres.
5. Montering og feilsøking (T0 prøveform)
Alle komponenter er satt sammen til en komplett form, installert på stemplingsutstyret for prøvestøping. Profesjonelle teknikere justerer gjentatte ganger prosessparametere som trykk og slag til en kvalifisert del er produsert. Etter inspeksjon av første stykke og bekreftelse på dimensjonsmåling, leveres den til kunden.
Utviklingstrender
1. Ultra-stor integrert støping
Sidepanelene til biler utvikler seg mot større integrerte strukturer, som krever høyere formtonnasje (opptil 2000 tonn og over) og dimensjonsstabilitet. SIKAIDA optimerer kontinuerlig design og prosesseringsteknologi, noe som muliggjør utvikling av ultrastore integrerte sidepanelstempler for å møte behovene til nye energikjøretøyer og neste generasjons modeller.
2. Bruk av lett materiale
Med utviklingen av lettvekt i biler blir nye materialer som høyfast stål og aluminiumslegeringer mye brukt. SIKAIDA optimerer formstruktur og overflatebehandlingsteknologi for å tilpasse seg formingsegenskapene til nye materialer (f.eks. er aluminiumslegeringer utstyrt med spesielle belegg og smøresystemer).
3. Intelligent produksjon og digitalisering
Trykk- og temperatursensorer er innebygd i formen for å overvåke stemplingsparametere i sanntid, noe som muliggjør prediktivt vedlikehold og prosessoptimalisering. Kombinert med digital tvillingteknologi for virtuell debugging, kan utviklingssyklusen forkortes med 20-30 %, noe som forbedrer FoU-effektiviteten.
4. Rask formendring og automatisering
For multi-variety, small-batch produksjonsbehov, adopterer formen en struktur for rask formskifte (rask fastspenning, automatisk posisjonering), kombinert med automatiserte roboter og synsinspeksjonssystemer, og oppnår en høy grad av automatisering i stanseproduksjonen og forbedrer produksjonsfleksibiliteten.
Ofte stilte spørsmål
Spørsmål 1: Hvilke materialer brukes vanligvis til stemplingsstempelet på venstre side for biler?
A1: Formbasen bruker vanligvis høykvalitets karbonstrukturstål (for eksempel 45 stål) eller legert strukturelt stål (som 42CrMo). Arbeidsdelene (profiler, skjærekanter) bruker verktøystål med høy karbon og høy krom (som Cr12MoV, SKD11) eller pulvermetallurgisk stål for å sikre høy hardhet (48-52 HRC) og høy slitestyrke. Noen avanserte former bruker hardmetall- eller overflatebeleggingsteknologi for å forbedre levetiden.
Q2: Hvor lang er produksjonssyklusen for en stemplingsform for venstre sidepanel i biler?
A2: Produksjonssyklusen for stansedyser for venstre sidepanel på en bil varierer vanligvis fra 8 til 15 måneder, avhengig av faktorer som kompleksiteten til delen, presisjonskrav og produksjonskapasitet. Utviklingssyklusen for sidepaneler med komplekse buede overflater kan overstige 15 måneder, mens enkle strukturformer kan fullføres innen 8 til 10 måneder. Hele prosessen, fra design og prosessering til montering og feilsøking, krever samarbeid mellom flere avdelinger.
Hot Tags: Automotive venstre sidepanel stempling, Kina, produsent, leverandør, fabrikk
Send forespørsel
Kontaktinfo
-
Adresse
Fengze Two Avenue, Balitai Industrial Park, Jinnan District, Tianjin City, Kina
-
Tlf
-
E-post
Velkommen til vår nettside! For spørsmål om våre produkter eller prisliste, vennligst legg igjen din e-post til oss, så tar vi kontakt innen 24 timer.











