 Int'L Trading Co.,Ltd.")
Norsk
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик







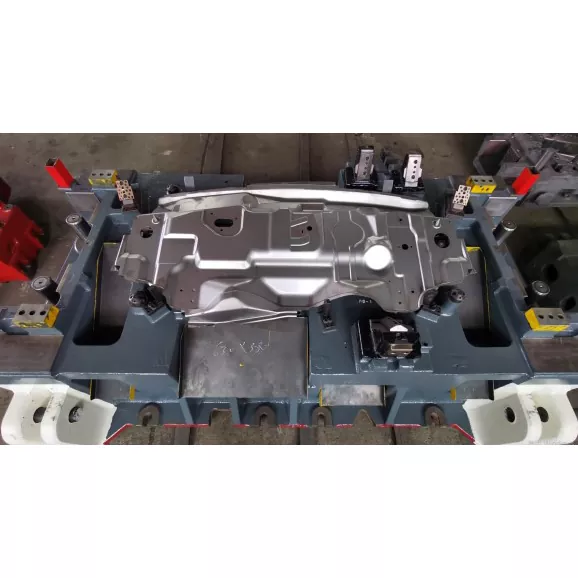
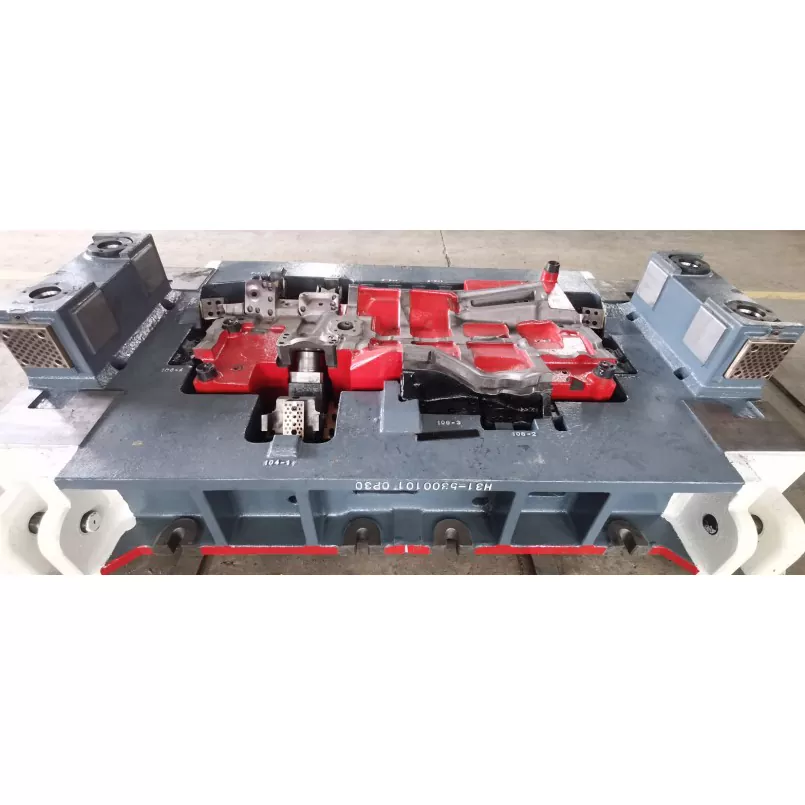
Automotive frontpanel montering stempling Dies
Frontpanelet til bilen er en kjernebærende komponent i kjøretøyets karosseri, som støtter kritiske komponenter som motorrommet og tåler kollisjonsbelastninger. Som en profesjonell produsent av stemplingsstanser for biler, fokuserer SIKAIDA på forskning og utvikling og produksjon av høypresisjons stemplingsstempel for bilfrontpaneler, og integrerer flere avanserte teknologier for å sikre den strukturelle styrken og sikkerhetsytelsen til frontpanelenheten. Med hovedkontor i Kina, er SIKAIDA en pålitelig leverandør til globale bilprodusenter, som har et komplett produksjons- og kvalitetskontrollsystem.
s I forhold til den komplekse strukturen og de høye kravene til frontpanelet (store karosseripaneler), integrerer matrisen avanserte teknologier for å løse viktige produksjonsutfordringer. Fabrikken er utstyrt med profesjonelt utstyr og et dedikert team for å sikre at formkvaliteten oppfyller standardene.
Produktdetaljer
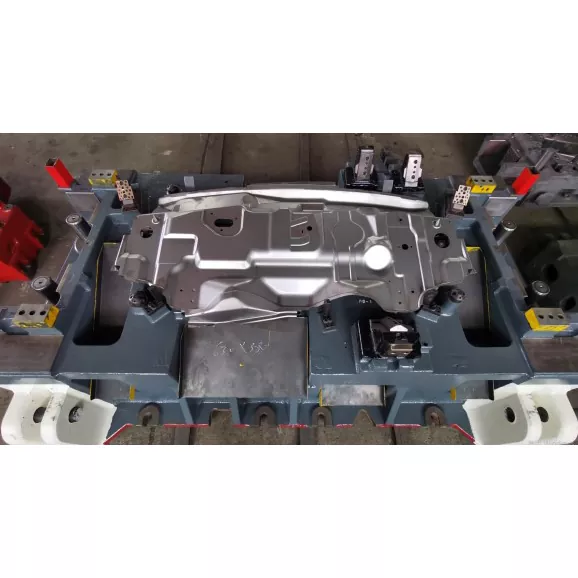
1. Forming av store kroppspaneler
Nøyaktig kontroll av materialflyt og strekking, nøkkeldimensjonal nøyaktighet innenfor ±0,1 mm, flathetsfeil ≤0,15 mm/m; dype trekkeområder bruker progressiv forming med flere pass for å unngå materialfeil og forbedre utbyttet.
2. Kompleks buet overflateformingsteknologi
Automotive frontpanel montering stempling Dies bruker hyperboloid forming og en justerbar profil struktur. Kombinert med CAE-analyse og prosessoptimalisering, løser den problemer som rynker og sprekker, oppnår en overflatenøyaktighet innenfor ±0,05 mm, og sikrer kompatibilitet med tilstøtende komponenter.
3. Integrert forsterkende bjelkedesign
Frontpanelet og forsterkningsbjelken er integrert ved hjelp av en delt hulrom-teknologi, tilpasser seg høystyrkematerialer og sikrer den geometriske nøyaktigheten til forsterkningsbjelken (retthet ≤0,1 mm/m, parallellitet ≤0,15 mm).
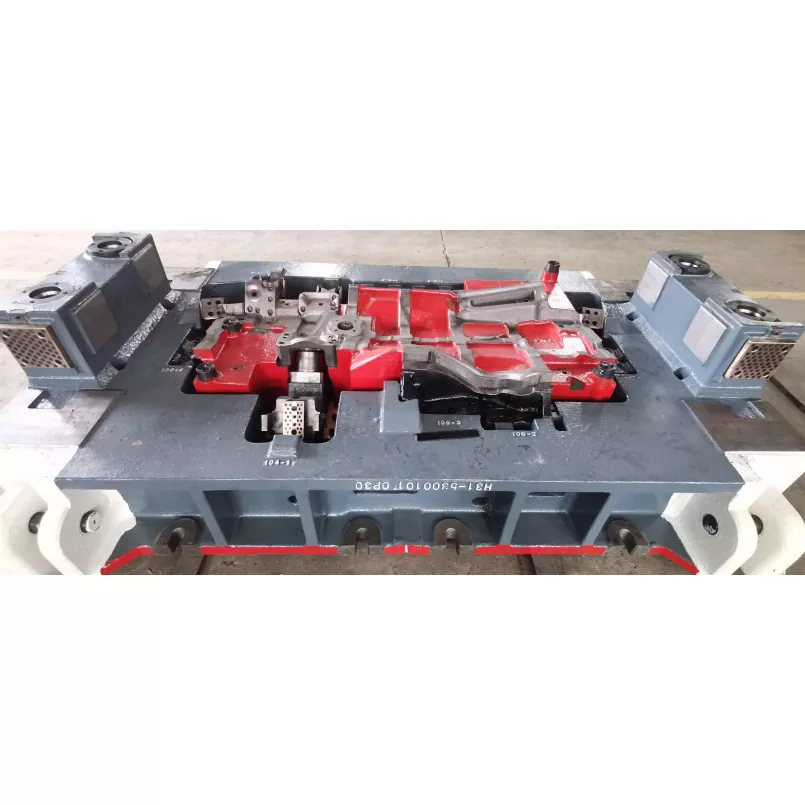
4. Multi-komponent integrert forming
Flere prosesser er integrert, og fullfører flerkomponentforming i en enkelt stemplingsoperasjon; modulær design og rask formendring tilpasser seg multi-spesifikasjonsproduksjon, oppnår en materialutnyttelsesgrad på ≥80 % og forbedrer produksjonseffektiviteten.
5. Høy presisjon og sikkerhetsytelse
Høypresisjonsveiledning og trykktilbakemeldingskontroll sikrer kritisk hullnøyaktighet innenfor ±0,05 mm; Optimalisert strukturell design sikrer designet deformasjon under kollisjoner, og garanterer passasjerenes sikkerhet.
6. Intelligent prosesskontroll og optimalisering
Automotive Front Panel Assembly Stamping Dies bruker CAE-programvare for optimalisert design, og bruker en tre-sløyfekontroll og intelligent overvåkingssystem for å overvåke formingsstatusen i sanntid, og sikrer stabil produktkvalitet.


Produktfunksjoner og applikasjoner
1. Passasjerkjøretøy: Sikrer karosseriets stivhet og kollisjonssikkerhet, og oppfyller krav til utvendig tetning;
2. Kommersielle kjøretøy: Tåler kraftige påkjørsler, og sikrer strukturell pålitelighet og holdbarhet;
3. SUV-er/terrengkjøretøy: Tilpasser seg store motorrom, og forbedrer beskyttelsen foran;
4. Elektriske kjøretøy: Tilpasser seg spesielle krav som batteripakker og kjølekanaler, samtidig som det vurderes lettvektsdesign;
5. Racing Cars/Performance Cars: Oppfyller aerodynamiske, lette og høye krav til stivhet;
6. Lastebiler/busser: Tilpasser seg store kjøretøy, og sikrer bæreevne og kollisjonssikkerhet.
Introduksjon til produksjonsprosessen
1. Produktdesign og analyse
Profesjonell programvare brukes for formbarhetsanalyse og prosessoptimalisering for å bestemme optimale parametere, balansere sikkerhet og monteringsnøyaktighet.
2. Formstrukturdesign
Full 3D-design, modulær struktur, enkelt vedlikehold, tilpasningsdyktig til automatisert produksjon og robotdrift.
3. Materialvalg og forberedelse
- Arbeidsdeler: Formstål med høy hardhet er valgt, med en spesiell legering som brukes i dyptrekkingsområder;
- Formbase/standarddeler: Høykvalitetsstål er valgt for å sikre styrke og presisjon;
- Overflatebehandling: Nitrering, hardforkromning, etc., for å redusere friksjon og vedheft.
4. Presisjonsbearbeidingsprosess
Grovbearbeiding gir mulighet for etterbearbeiding. Etterbehandling utføres ved bruk av avansert utstyr, som oppnår en overflateruhet på Ra0,2, hullposisjonsnøyaktighet på ±0,01 mm og en hardhet ≥HV950 etter overflateforsterkningsbehandling.
5. Montering og feilsøking
Presisjonsmontering, feilsøking av parametere på maskinen, inspeksjon av første del og produksjon av batchprøver sikrer formstabilitet og pålitelighet.
Utviklingstrender
1. Lett og høy styrke: Tilpasning til nye materialer og bruk av avanserte prosesser, balanserer lettvekt og sikkerhet;
2. Presisjons- og sikkerhetsoptimalisering: Utvikling mot presisjon på mikronnivå, styrking av online deteksjon og kollisjonsoptimalisering;
3. Fleksibel produksjon: Rask formovergang (≤15 minutter), kan tilpasses multi-variety, small-batch produksjon;
4. Digital debugging: Kombinere digitale tvillinger for å forkorte utviklingssykluser med mer enn 30 %;
5. Grønn produksjon: Miljøvennlig og energisparende, tilpasset behovene til nye energikjøretøyer.
Ofte stilte spørsmål
Spørsmål 1: Hvilke materialer brukes vanligvis i stemplingsstempel for frontpanel for biler?
A1: Arbeidsdeler bruker hovedsakelig støpestål med høy hardhet som SKD11, Cr12MoV og DC53. For dyptrekking av deler og forsterkende bjelkeformingsområder, brukes pulvermetallurgisk høyhastighetsstål eller hardmetall. Formrammen bruker konstruksjonsstål som 45 stål og Q235, og standarddeler som styresøyler og styrehylser bruker lagerstål GCr15. For svært krevende buede formingsflater, brukes noen ganger keramiske eller diamantbeleggmaterialer for å sikre slitestyrken og levetiden til formen.
Spørsmål 2: Hvor lang er produksjonssyklusen for monteringsformer til frontfasjer i biler?
A2: Avhengig av kompleksiteten og presisjonskravene til frontfascien, er produksjonssyklusen vanligvis 16-24 uker. Standard frontfasciemonteringsformer tar omtrent 16 uker, komplekse buede frontfasciaformer tar 20 uker, og ultrastore eller lette frontfasciamonteringsformer kan kreve mer enn 24 uker. Den spesifikke syklusen avhenger av kompleksiteten til frontfasciastrukturen, vanskeligheten med å danne buede overflater og krav til kollisjonssikkerhet.
Q3: Hva er levetiden til formene?
A3: Under normale bruks- og vedlikeholdsforhold kan levetiden til stemplingsformer for frontfascier nå over 300 000 sykluser. Gjennom valg av materialer av høy kvalitet, riktig varmebehandling og presisjonsbearbeiding, kan levetiden til noen former nå 500 000 sykluser. Slitasjeområder som dyptrukne formingsområder, forsterkende bjelkeformende overflater og buede overflater krever regelmessig vedlikehold og utskifting for å sikre produktkvalitet og formstabilitet.
Spørsmål 4: Hvordan garanteres presisjonen og sikkerhetsytelsen til frontpanelet?
A4: Ved å optimalisere formingsprosessparametere gjennom CAE-analyse, bruke et høypresisjonsføringssystem, kontrollere materialfjæring og tykkelsesfordeling, og regelmessig inspisere og opprettholde støpepresisjon, kan dimensjonsnøyaktigheten til frontpanelenheten kontrolleres innen ±0,1 mm, og flatheten til parrende overflater kan nå innenfor 0,15 mm. Samtidig sikrer en rimelig strukturell design og varmebehandlingsprosess at frontpanelet har tilstrekkelig strukturell styrke og kollisjonssikkerhetsytelse.
Spørsmål 5: Hva er de viktigste kontrollpunktene i produksjonsprosessen for stemplingsstempel for frontpanel for biler?
A5: De viktigste kontrollpunktene i produksjonen av frontpanelmonteringsformer inkluderer: ① Nøyaktig bearbeiding av store dekkoverflateprofiler for å sikre flathet og overflatenøyaktighet; ② Styrke formingskvaliteten til bjelkestrukturer for å sikre posisjon og styrke; ③ Materialflytkontroll av komplekse buede overflater for å unngå dannelse av defekter; ④ Presisjonsbearbeiding av monteringshull for å sikre monteringsnøyaktighet; ⑤ Varmebehandlingsprosess for å sikre hardhet og seighet. Hvert kontrollpunkt krever streng kvalitetsinspeksjon og prosesskontroll, spesielt den nøyaktige kontrollen av store dekkeforming og komplekse buede overflatestrukturer.
Hot Tags: Automotive frontpanel montering stempling Dies, Kina, produsent, leverandør, fabrikk
Send forespørsel
Kontaktinfo
-
Adresse
Fengze Two Avenue, Balitai Industrial Park, Jinnan District, Tianjin City, Kina
-
Tlf
-
E-post
Velkommen til vår nettside! For spørsmål om våre produkter eller prisliste, vennligst legg igjen din e-post til oss, så tar vi kontakt innen 24 timer.











